煙管螺紋
所有的板材下料均采用數(shù)控水下等離子切割機和數(shù)控火焰切割機...
詳情

數(shù)控鉆床
所有的板材下料均采用數(shù)控水下等離子切割機和數(shù)控火焰切割機...
詳情

數(shù)控折彎機
所有的板材下料均采用數(shù)控水下等離子切割機和數(shù)控火焰切割機...
詳情

數(shù)控銑邊機
該機是鍋爐生產(chǎn)線重要的設(shè)備之一,是對鍋爐用鋼板材料進(jìn)行焊接前的坡口加工。
詳情

數(shù)控上輥萬能卷板機
該卷板機上輥直徑φ255,下輥直徑φ150,下輥中心距245,主電機功率7.5KW...
詳情

數(shù)控(等離子)切割機
所有的板材下料均采用數(shù)控水下等離子切割機和數(shù)控火焰切割機,利用計算機編輯程序自動控制...
詳情

埋弧自動焊機
鍋筒焊接均采用埋弧焊接機。保證準(zhǔn)確執(zhí)行焊接規(guī)程及焊接工藝,線能量準(zhǔn)確、穩(wěn)定、杜絕了未熔合及未焊透...
詳情
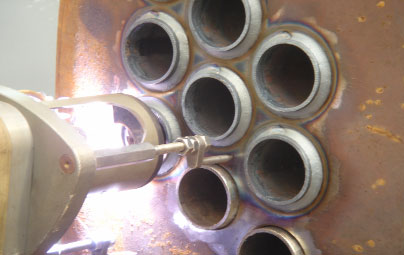
管板焊接機
鍋爐管板與管子焊接全部采用法國進(jìn)口管板TIG自動焊接機,線能量準(zhǔn)確均勻...
詳情